


| 机械性能 | 强度、塑性、硬度、冲击韧性、多次冲击抗力和疲劳极限等。 |
|---|---|
| 模具成形加工技术与设备 | 加工中心、电火花加工、雕刻机、合模机、热处理、表面处理、FMS柔性加工、线切割技术、抛光技术等 |
| 模具辅助设备 | 定位装置、润滑油、工业机器人、清洗设备、模架、模板、模具检测仪器与设备等 |
| 模具成形技术及模具用材 | 注塑机、压力机、快速制模系统、快速成型系统、快速成型设备、模具钢材、金属板材(线材)、铝合金材料、电 |
| 模具设计及相关软件 | 模具设计用硬件与设备、自动编程系统、CAD/CAE/CAM技术等 |
| 特性 | DH21在抗热疲劳开裂性方面具有相当好的效果,可保证模具的质量,提高模具使用寿命 |
| 用途 | 特别适合用于长寿命铝压铸模 |
| 成分 | C:0.38% Si:≤1.5% Mn:≤1.5% Cr:5.2% Mo:2.0% |
| 淬硬温度 | 1030~1070 硬度: 51 52 50 43 |
| 回火温度 | 400 500 600 650 冷却方式:空冷或油冷 |
| 材质 | 铝合金 |
| 规格 | 低压铸造 |
| 加工能力 | 强 |
| 适用范围 | 汽车配件 管夹阀壳体 精巧型执行器配件压铸件 |
| 质量体系 | ISO9001 UL |
| 工艺类型 | 翻砂铸造模 消失模 |
| 作用对象 | 铝合金 |
| 主要加工设备 | 冲压模、玻璃模、塑料模、压铸模、橡胶模、陶瓷模、拉丝模、锻造模、粉末冶金模等 |
| 加工设备数量 | 多型腔模具 |
| 模具材质 | 8416 DT1和DT2)、20、20Cr、12CrNi3A和12Cr2Ni4A钢0Cr4NiMo |
| 金相组织 | 奥氏体 铁素体 |
| 模具分型面数目 | 多个分型面 |
| 模具安装方式 | 固定式模具 |
| 型腔数目 | 多型腔模具 |
| 品牌 | 互利 |
| 型号 | 变频电机壳压铸模具加工 |
| 加工定制 | 是 |
| 打样周期 | 8-15天 |
| 加工周期 | 8-15天 |
注:**好的温州压铸厂、温州互利模具有限公司专业制造压铸模具提供各种**的压铸模具,压铸模具加工,压铸加工,低压铸造直销 批发报价电话:0577-86890469
温州铝低压压铸厂互利供应变频电机壳压铸模具加工直销批发 **价廉
产品来源链接://www.wz**mj.com/news/news632.html
变频电机壳压铸模具加工产品介绍:
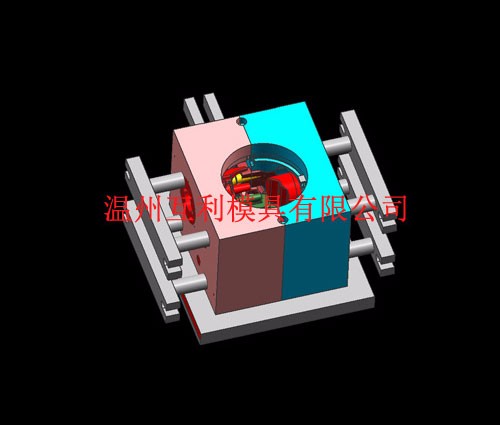
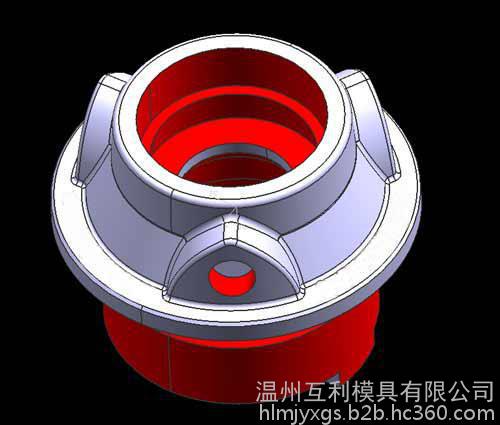
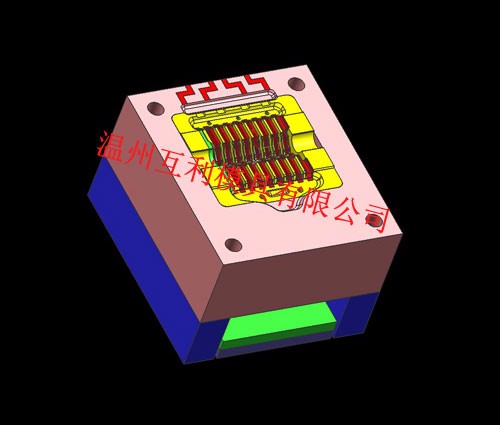
压铸模具是模具中的一个大类。随着我国汽车**工业的迅速发展,压铸行业迎来了发展的新时期,同时,也对压铸模具的综合力学性能、寿命等提出了更高的要求。要满足不断提高的使用性能需求仅仅依靠新型模具材料的应用仍然很难满足,必须将各种表面处理技术应用到压铸模具的表面处理当中才能达到对压铸模具高效率、高精度和高寿命的要求。在各种模具中,压铸模具的工作条件是较为苛刻的。压力铸造是使熔融金属在高压、高速下充满模具型腔而压铸成型,在工作过程中反复与炽热金属接触,因此要求压铸模具有较高的耐热疲劳、导热性耐磨性、耐蚀性、冲击韧性、红硬性、良好的脱模性等。因此,对压铸模具的表面处理技术要求较高。
在大多数情况下,镁合金压铸生产的产品与其他合金压铸件相类似。镁合金压铸模具也和铝、锌合金压铸模相似。但是由于镁合金不同于铝合金的一些特性,在设计压铸模时给予充分考虑,才能设计出合理的压铸模具,从而高效、经济地生产镁合金压铸件。 一、镁合金的特性: ① 质轻?镁的比重只有1.8G/CM3,铝合金的比重为2.7G/CM3,镁合金比铝合金轻30%,比钢轻80%。所以,汽车及手提电子产品中镁合金已成为零件制造成理想材料。 ② 强度?镁合金在金属及塑料等工程材料中,具有**的强度/重量比。 ③ 压铸性?在保持良好的结构条件下,镁合金允许铸件壁厚**小达到0.6mm,这是塑料在相同强度下无法达到的。铝合金的压铸性能也要在1.2-1.5mm以上时才能与镁合金相比。镁合金较易压铸成型,适合大批量压铸生产(生产速度可达铝的1.5倍)。此外,镁合金模的磨损也较铝为低。 ④ 减震?镁有极好的滞弹吸震性能,可吸收震动和噪音,用作设备机壳可减少噪音传递、预防冲击和防止凹陷损坏。 ⑤ 刚性?镁的刚性为铝的2倍并比大部分塑胶为高。镁有良好的抗应力阻力。 ⑥ 高电磁干扰屏障?镁合金有良好的阻隔电磁波功能,适合生产电子产品。 ⑦ 良好的切削性能?镁比铝和锌有更好的切削性,使镁成为更易切削加工的金属材料。 ⑧ 镁合金的比热容较小,合金液的冷却速度快。 ⑨ 镁合金和模具钢材的亲和力小,不易粘附模具。根据镁合金的以上特性,下面将镁合金和铝合金在设计制作上作一些对比。 二、模具设计: 压铸模具是一种复杂的设备,须完成多项功能。其决定零件的大体几何形状,并对每啤货之间尺寸偏差有重要影响。使用固定或移动的芯子增加了压铸的灵活性,可以压铸出复杂的较精密外形的零件。流道和水口系统的几何形状决定模具的填充性能。模具的热条件决定零件固化用及其微观结构和品质。在大量生产时,模具的导热性能决定周期时间。并且模具具有压铸件顶出系统。 三、模具材料: 模具组成模穴的部分和熔化金属直接接触,必须由能经受热冲击的钢材料制成**的是H13钢或和其具有相似性能的材料。为保证大量啤货以后的表面质量,必须使用含硫量的**钢材。为改善机械加工性能,供应模具制造商的钢材通常处于具有球形碳颗粒的软化退火状态。在机械加工以后,模穴部分经过淬火及退火,使硬度在46-48HRC范围以内。 只有模具的模穴部分和特殊零件才需要使用H13钢,这些部分一般占整个模具重量的20-30%。模具的其它部分使用低碳钢的中碳钢制造。对于几何开关相对简单的较小压铸件,以常使用标准化模块的模具。 镁合金和铝合金相比具有更低的热容,其铁含量也很低。因此模具具有更长的寿命。 四、零件寿命: 压铸件的质量取决于很多因素,包括合金的材料性能,生产参数,模具和零件的设计。零件设计者应该和模具设计者紧密合作,让零件设计者知道压铸生产的优势和局限。 部件厚度: 较小的部件厚度容易达到所要求的机械性能,镁合金良好的填充性能,可以使压铸件的厚度少于1mm,常见的壁厚在2-4mm之间。 均匀壁厚: 为避免固化时的局部热点,零件的壁厚应尽可能均匀。由于固化时的收缩,局部热点会造成气孔和气穴的形成。 容易的模具填充: 模具的填充时间一般是10-100ms,零件的设计应有助于平稳填充,镁合金的填速度较高,边缘和拐角处应为圆角。 使用加强助: 应使用加强助加强零件的强度,而不是通过增加零件的厚度。设计中应避免长筋,防止合金在冷却凝固过程中因收缩不一致而产生应力和裂纹。出模斜度:
通常推荐的出模斜度为2-5°,也可采用度为1-3°的设计。由于镁合金与铁的亲和性较低,加之优良的热收缩特性,有时甚至可以采用零脱模斜度,当设计壁和型芯时,较小的起模斜度能够大幅度减少压铸件质量。
五、尺寸稳定性: 压铸是精密的生产过程,然而很多因素却可以影响压铸件的**终尺寸变化。尺寸变化可分为线性变化,模具间的移动,分模线、铸件和模具翘曲,压铸参数,芯子和出模斜度。必须记住零件的**终变化只是部分取决于模具精度,线性尺寸变化是由下列因素引起:模具温度的正常波动,注射温度,冷却速度,铸件应力释放和模具精度。以上因素除模具精度外,和模具的设计和制造没有关系。为减少**终产品的尺寸变化,必须严格控制生产工序。 
变频电机壳压铸模具加工
本文由温州互利模具有限公司整理发布了解更多详情请来电咨询:0577-86890469注:产品实际价格以电话商议为准
温州专业制造压铸模具【厂家信息】
温州互利模具有限公司是一家提供压铸模具、低压铸造服务的企业,有着多年的压铸加工经验。压铸模具涉及到汽车、**、机械行业,压铸模具主要为低压铸造、铝铸造、铜铝、锌基合金冷室压铸。欢迎来电咨询:0577-86890469
温州互利模具有限公司联系方式:
联系人:周先生
手机:13758721085
电话:0577-86890469
传真:0577-86899653
Q Q:2539826793
网址://www.wz**mj.com/
地址:中国浙江省温州市龙湾区永中街道建中街159-167号
注:感谢您关注我们的产品,若您希望获得进一步的了解,如温州互利模具有限公司 **低压铸造,压铸加工,压铸模具,压铸模具加工,温州压铸厂,专业制造压铸模具价格、规格和型号等更多信息,欢迎您随时联络我们,诚邀为您提供**满意的服务!
温州互利模具有限公司相关产品:
无齿条活塞压铸模具
低压铸造小齿
电气箱罩模具图
手轮毂
散热片模具