一、钢衬四氟管道
1、钢衬四氟推压管道简介
钢衬四氟推压管道为纯机械加工,与其它钢衬四氟管道的加工工艺相比较,生产出的钢衬四氟管道有:密度高、表面光滑、厚度均匀等特点。“密度高”可以防止介质渗透,并且在使用中不易变形;“表面光滑”使得介质的流动阻力小,有效防止粘滞;“厚度均匀”使得钢衬四氟管道强度高,且在翻边处密封性能好。衬氟推压管道是将钢件焊接加工完成后,将PTFE成品塑料管通过机械拉力拉入预制好的直管中,使内衬层与钢件紧密结合;然后通过火焰加热或盐药水加热,使密封普通PTFE管到一定温度,翻边成型为密封面;最后再进行应力消除。
钢衬四氟模压管道简介
钢衬四氟模压管道、管件采用“模压整体、一次成型”的加工方式,将优质的聚四氟乙烯粉料直接压在钢件内壁经烧结成型而成。其特点就在于可以将大直径的塔节或者形状不规则的三通、四通的四氟内衬,完全做成一个整体,没有拼缝、无需焊接。四氟内衬的厚度在可在10mm左右,强度大、塑性好、经久耐用。密封面平整、厚实,无需垫片、自然密封。经过多年探索和客户长期使用,我公司成功开发了可长期在高温(150℃以内)极限负压工况稳定运行的钢衬四氟管道及管件,解决了以往钢衬四氟管道及管件不能耐负压的缺点,在许多蒸馏等高温高负压系统中得到了广泛的应用。
2、推压四氟管件工艺简述:
1、 钢管、法兰的焊接及表面处理:将钢管、法兰焊接好后,喷砂除锈到Sa2级,并清洗杂质,油污等。
2、 将PTFE成品塑料管通过机械拉力拉入预制好的直管中,使内衬层与钢件紧密结合。
3、 应力消除过程:
(1) 自然消除方法,因直管通径及定尺加工长度而论,经过2到5天在室温状态下应力恢复(效果较好,可耐微负压)。
(2) 强制消除方法,采用电炉加温到180℃保温3个小时后,自然冷却。(加工速度快,建议不使用在负压工段)。
4、 成型:通过火焰加热或盐药水加热,使密封F4管到一定温度,翻边成型为密封面。
模压四氟管件工艺简述:
1、 钢管、法兰的焊接及表面处理:将钢管、法兰焊接好后,喷砂除锈到Sa2级,并清洗杂质,油污等。
2、 将PTFE成品粉料模压,通过模具,水压打压成型后,通过烘箱烘制而成,使内衬层与钢件紧密结合。
3、 应力消除过程:
(1) 自然消除方法,因直管通径及定尺加工长度而论,经过2到5天在室温状态下应力恢复(效果较好,可耐微负压)。
(2) 强制消除方法,采用电炉加温到180℃保温3个小时后,自然冷却。(加工速度快,建议不使用在负压工段)。
4、 模压衬里管、管件管配件均以1.5倍设计压力进行水压试验后;经水压试验后,100%地进行完好性检验,其泄漏点检验方法采用电火花测试。
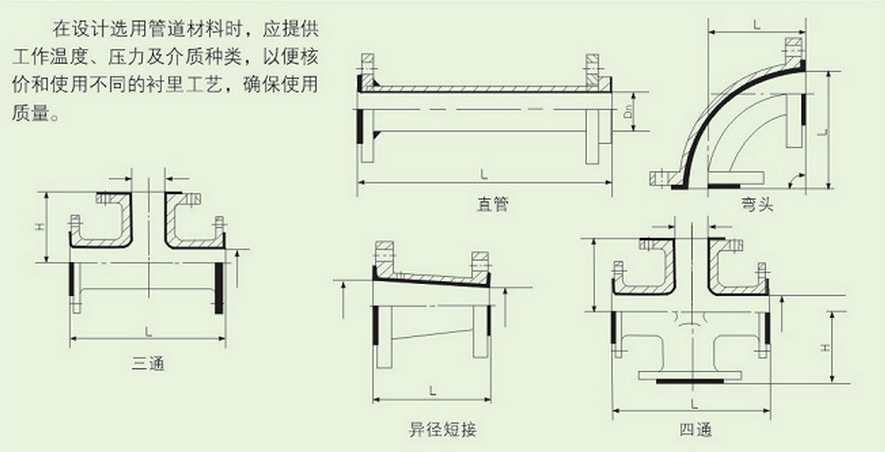
3、钢衬四氟推压管件、模压管件结构图