
















| 介质温度 | 工洲(℃) |
|---|---|
| 工作压差 | 工洲 |
| 材质 | 不锈钢 |
| 产品别名 | 工洲 |
| 适用范围 | 工洲 |
| 连接形式 | 法兰 |
| 类型(通道位置) | 直通式 |
| 流动方向 | 单向 |
| 驱动方式 | 手动 |
| 用途 | 截止 |
| 适用介质 | 蒸汽 |
| 压力环境 | 高压 |
| 品牌 | 工洲 |
| 型号 | 工洲 |
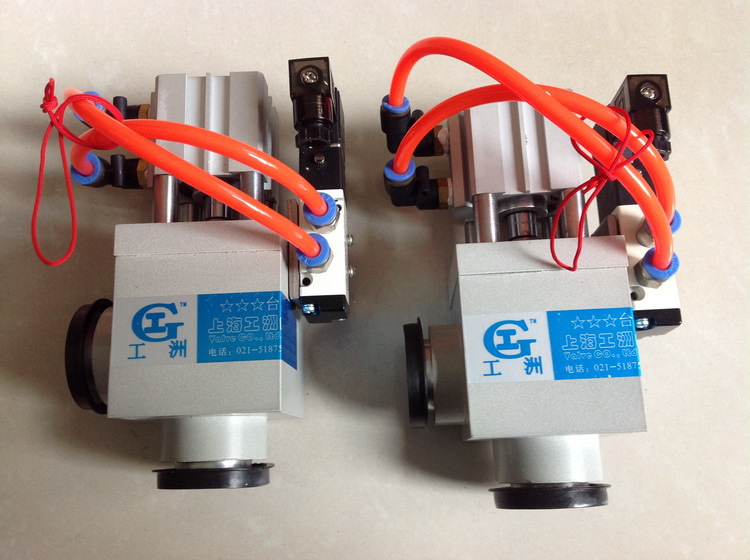
工洲阀门〖台湾品质〗
——引进台湾先进加工检验技术◇为高品质产品提供保证
〖〖部分塑料阀产品展示〗〗
 ZCSA工程塑料电磁阀 工洲电磁阀-台湾品质-厂... ZCSA工程塑料电磁阀 工洲电磁阀-台湾品质-厂... |  塑料隔膜阀G41F 工洲隔膜阀-台湾品质-厂价直销 塑料隔膜阀G41F 工洲隔膜阀-台湾品质-厂价直销 |  工程塑料球阀Q641 工洲球阀-台湾品质-厂价直销 工程塑料球阀Q641 工洲球阀-台湾品质-厂价直销 |  电动塑料球阀 工洲球阀-台湾品质-厂价直销,台... 电动塑料球阀 工洲球阀-台湾品质-厂价直销,台... |
 电动塑料球阀Q941S 工洲球阀-台湾品质-厂价直销 电动塑料球阀Q941S 工洲球阀-台湾品质-厂价直销 |  塑料球阀Q41FS 工洲球阀-台湾品质-厂价直销 塑料球阀Q41FS 工洲球阀-台湾品质-厂价直销 |  塑料王电磁阀SLF(ZCF) 工洲电磁阀-台湾品质-... 塑料王电磁阀SLF(ZCF) 工洲电磁阀-台湾品质-... |  微型塑料电磁阀ZDTP 工洲电磁阀-台湾品质-厂价直... 微型塑料电磁阀ZDTP 工洲电磁阀-台湾品质-厂价直... |
 塑料隔膜阀G41F 工洲隔膜阀-台湾品质-厂价直销 塑料隔膜阀G41F 工洲隔膜阀-台湾品质-厂价直销 |  三通电动调节阀 塑料调节阀 气动压力调节阀 耐用 三通电动调节阀 塑料调节阀 气动压力调节阀 耐用 |
在线客服QQ:(1165931738)(1192151475)(837827369)(1457003648)(1142381831)
电话:021-51875781//57432316//57433027 网址:www.gggzzz.com//www.shgzfm.cn
业务手机:13817274221//13817274226//15026975965//15201996575//15000616991


















相关信息欢迎咨询碱、工业硅、炼油等主要生产装置的技术改造与扩建。其中,有机硅单体年生产能力已由1万吨扩产至10万吨,在国内独占鳌头,全球排名第六;在双酚A、环氧树脂、工程塑料、离子膜、水处理等多个领域也居全国首位。控股“蓝星清洗”、“新星材料”、“蓝星石化”3家上市公司的蓝星集团,在2003年进行了一系列的资产运作,先后完成济南裕兴、济南石化、济南长城炼油厂、黑龙江石化厂、山西合成橡胶、太原双喜轮胎、天津石油化工厂等9家企业的资产重组工作。蓝星直属企业现为71个。 蓝星与昊华集团合并组建中国化工集团已于2004年3月完成技术性操作。 中国化工集团公司分别与新疆阿克苏和塔城地区于2004年6月初签署合作协议,投资新疆石化。双方合作利用塔里木油气田的天然气在库车一带建设30万吨合成氨、52万吨尿素和甲醇项目;合作在塔城地区的乌苏县利用当地的石化上游资源,建设一期10万吨/年聚氯乙烯树脂、10万吨/年离子膜烧碱及其他精细化工产品项目。
液压系统齿轮泵快速修复方法
CB系列齿轮泵用于农业机械液压系统。齿轮泵使用一段时间后,其性能**会下降,调查表明,齿轮泵损坏的主要形式是轴套、泵壳和齿轮的均匀磨损和划痕,均匀磨损量一般在0.02-0.5毫米之间,划痕深度一般在0.05-0.5毫米之间。由于受农时的限制,损坏后急需在短时间内修复,而且还必须考虑维修后齿轮泵的二次使用寿命以及维修成本与维修工作的现场可操作性。本文介绍快速修复方法中的电弧喷涂和粘涂技术。
1.齿轮泵的电弧喷涂修复技术
电弧喷涂的原理及特点电弧喷涂技术近20年来在材料、设备和应用方面发展很快,其工作原理是将两根被喷涂的金属丝作熔化电极,由电动机变速驱动,在喷枪口相交产生短路引发电弧而熔化,供助压缩空气雾化成微粒并高速喷向经预处理的工件表面,形成涂层。它是一种喷涂效率高、设备投资及使用成本低、设备比较简单、操作方便灵活、便于现场施工以及安全等优点。
2.齿轮泵的电弧喷涂修理工艺
轴套内孔、轴套外圆、齿轮轴和泵壳的均匀磨损及划痕在0.02-0.2毫米之间时,宜采用硬度高、与零件体结合力强、耐磨性好的电弧喷涂修理工艺。电弧喷涂的工艺过程:工件表面预处理――预热――喷涂粘结底层――喷涂工作层――冷却――涂层加工。 在喷涂工艺流程中,要求工件无油污、无锈蚀,表面粗糙均匀,预热温度适当,底层结构均匀牢固,工作层光滑平整,材料颗粒熔融粘结可靠,耐磨性能及耐蚀性能良好。喷涂层质量好坏与工件表面处理方式及喷涂工艺有很大关系,因此,选择合适的表面处理方式和喷涂工艺是十分重要的。此外,在喷砂和喷涂过程中要用薄铁皮或铜皮将与被喷涂层表面相邻的非喷涂部分捆扎。
(1)工件表面预处理。涂层与基体的结合强度与基体清洁度和粗糙度有关。在喷涂前,对基体表面进行清洗、脱脂和表面粗糙化等预处理是喷涂工艺中一个重要工序。首先应对喷涂部分用汽油、丙酮进行除油处理,用锉刀、细砂纸、油石将疲劳层和氧化层除掉,使其露出金属本色。然后进行粗化处理,粗化处理能提供表面压应力,增大涂层与基体的结合面积和净利化表面,减少涂层冷却时的应力,缓和涂层内部应力,所以有利于粘结力的增加,喷砂是**常用的粗化工艺,砂粒以锋利、坚硬为好,可选用石英砂、金刚砂等。粗糙后的新鲜表面极易被氧化或受环境污染,因此要及时喷涂,若放置超过4H则要重新粗化处理。
(2)表面预热处理。涂层与基体表面的温度差会使涂层产生收缩应力,引进涂层开裂和剥落。基体表面的预热可降低和防止上述不利影响。但预热温度不宜过高,以免引起基体表面氧化而影响涂层与基体表面的结合强度。预热温度一般为80-90摄氏度,常用中性火焰完成。
(3)喷粘结底层。在喷涂工作涂层之前预先喷涂一薄层金属为后续涂层提供一个清洁、粗糙的表面,从而提高涂层与基体间的结合强度和抗剪强度。粘度底层材料一般选用铬镍合金。选择喷涂工艺参数的主要原则是提高涂层与基材的结合强度。喷涂过程中喷枪与工件的相对移动速度大于火焰移动速度,速度大小由涂层厚度、喷涂丝材送给速度、电弧功率等参数共同决定。喷枪与工件表面的距离一般为150毫米左右。电弧喷涂的其他规范参数由喷涂设备和喷涂材料的特性决定。
(4)喷涂工作层。应先用钢丝刷刷去除粘结底层表面的沉积物,然后立即喷涂工作涂层。材料为碳钢及低合金线材,使涂层有较高的耐磨性,且价格较低。喷涂层厚度应按工件的磨损量、加工余量及其他有关因素(直径收缩率、装夹偏差量、喷涂层直径均不均匀量等)确定。
(5)喷涂后工件温升不高,一般可直接空冷。
(6)喷涂层加工。机械加工至图纸要求的尺寸及规定的表面粗糙度。
齿轮泵的表面粘涂修补技术
1.表面粘涂的原理及特点 近年来表面粘涂技术在我国设备维修











 水用电磁阀 不锈钢电磁阀、法兰不锈钢电磁阀")
